To mesh the metal part:
Note: Finite element analysis is very sensitive to Mesh quality, visual check the mesh output and make certain correction on the model is required sometimes.
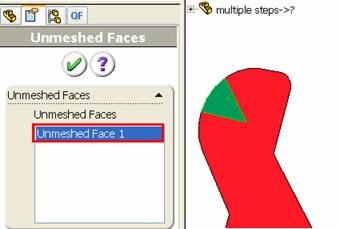
Face cannot be meshed in some occasional due to improver mesh size.
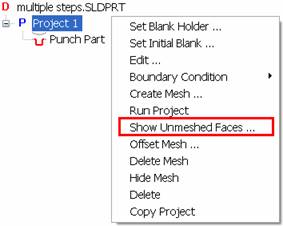
To identify unmeshed face when the warning message is appear 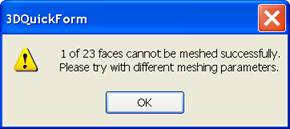
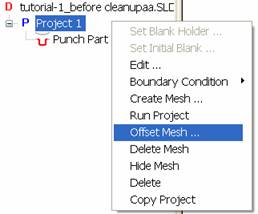
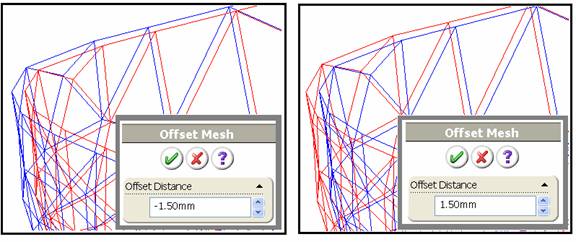
Default mesh created can be offset, the sign of the offset determine the offset direction, the preview of the offset mesh is RED in color.
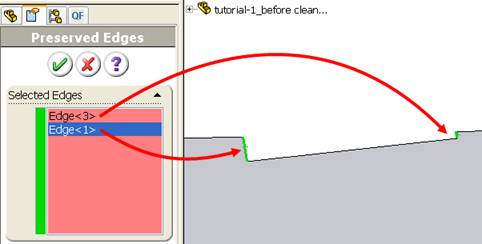
This setting can preserved the geometry accuracy after meshing
To preserve edges tolerance:


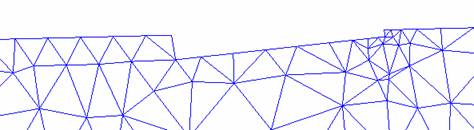
3DQuickForm generate triangular mesh. In order to have successful simulation, the mesh quality must be good enough. Aspect ratio is used to measure the quality of mesh which is defined as the longest side divided by min altitude.
 Aspect Ratio = BC/AD
Aspect Ratio = BC/AD
The best aspect ratio is the case of equilateral triangle. The worst aspect ratio the solver can tolerate is less then 10.
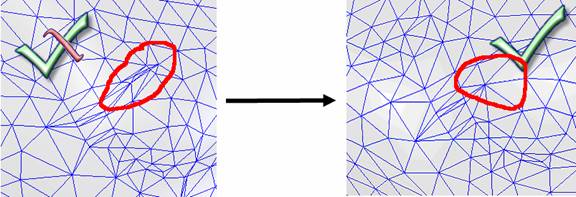
As the mesh quality is driven by the faces form the punch part, modification of the part is required sometimes in order to have a more stable simulation.
Meshes from tiny faces usually create poor aspect ratio mesh
Element can not be greater then the face size, the aspect ratio of those elements from tiny faces usually bad. |
Solution
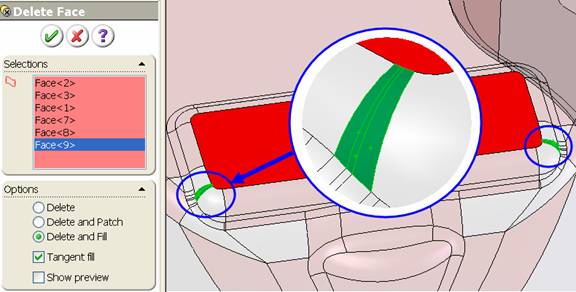
Use SolidWorks Delete Face and fill with tangency option to simplify the region to get a better mesh |
Long needle like face create VERY BAD elements which can affect the accuracy of the result up to 5%
|
Solution Use delete face and fill with tangency option
|
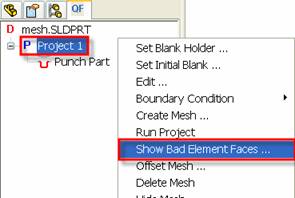
If bad element is exist (Aspect ratio > 10). A command is available from Project folder shortcut menu to identify the faces generate the bad quality element.
To identify bad element faces:
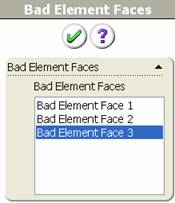
Normally, bad faces are created from tiny faces and the face adjacent to the tiny face will be affected as well. The following 3 faces are reported by Show Bad Element Faces. And only Face A & B have to handle. 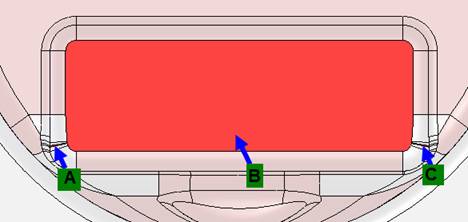
To get rid of the bad elements:
Note: Both meshes output were accepted by the Solver and the result only have 1% deviation.